模壓SMC汽車保險杠使用四柱液壓機
汽車保險杠常見的就是復合材料加工成型����,加工方法有很多種���,常見的就是四柱液壓機模壓成型,這樣能夠保障是SMC保險杠壓制效果精度高��,成型周期短�,一次模壓成型,無需二次加工����。汽車保險杠既是安全件���,又是裝飾件��,其結構設計不僅與整車安全息息相關�����,還影響整車質量感知��。目前市場上對于汽車保險杠材質選用多種��,有塑料保險杠�、SMC復合材料模壓成型保險杠。從安全角度看�,選用這種材質設計生產的保險杠,在汽車發(fā)生碰撞事故的時候�,塑料保險杠能起到緩沖作用,從而對前后車體進行保護�����。
山東威力重工為客戶定做的模壓SMC保險杠����,常用四柱式結構以及框架式結構,定做的噸位通常有1000噸液壓機�,1200噸液壓機,1500噸液壓機���,1600噸液壓機����,2000噸液壓機等等��。
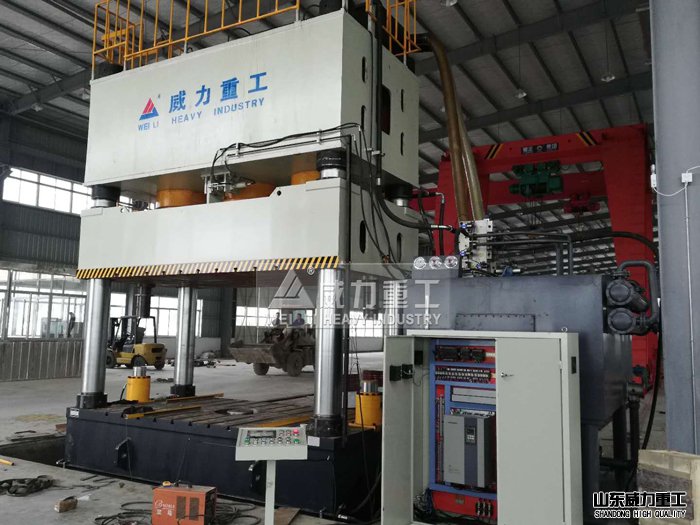 模壓玻璃鋼保險杠四柱液壓機
模壓玻璃鋼保險杠四柱液壓機

汽車玻璃鋼保險杠成型液壓機
四柱液壓機模壓成型工藝是利用樹脂固化反應中各階段特性來實現(xiàn)制品成型的,即模壓料塑化��、流動并充滿模腔�����,樹脂固化�。在模壓料充滿模腔的流動過程中,不僅樹脂流動�����,增強材料也要隨之流動��,所以模壓成型工藝的成型壓力較其他工藝方法高�,屬于高壓成型。
模壓成型(又稱壓制成型或壓縮成型)是先將粉狀�����,粒狀或纖維狀的塑料放入成型溫度下的模具型腔中�����,然后閉模加壓而使其成型并固化的作業(yè)���。模壓成型可兼用于熱固性塑料����,熱塑性塑料和橡膠材料����。它是將一定量的預混料或預浸料加入金屬對模內,經加熱����、加壓固化成型的方法。
熱模壓工藝�����,熱模壓是在加熱�����、加壓條件下����,四柱液壓機模壓成型、固化����、炭化一次完成����。這是制造高性能炭-炭材料的有效手段���,其特點是:
(1)防止炭-炭制品分層����,提高炭/炭力學性能�。由于樹脂固化,炭化時都要產生大量小分子���,這些小分子的逸出會是炭-炭層間分離�����,施壓壓力可改善炭纖維與基質炭間的結合�����,提高炭-炭材料強度。
(2)縮短工藝周期����,提高工藝效率�����。采用熱模壓成型���、固化、炭化是在加熱����、加壓條件下一次完成,使炭-炭材料制造工藝簡化����,提高了工藝效率
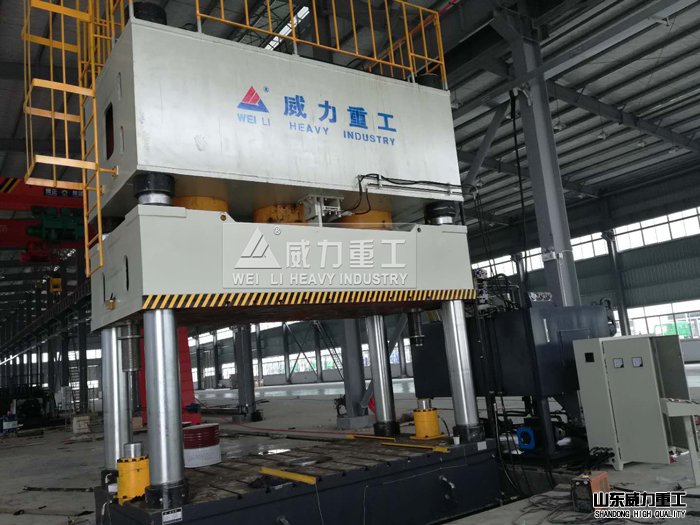
玻璃鋼保險杠成型液壓機
模壓玻璃鋼保險杠四柱液壓機組成結構:
1、采用四柱式整體結構形式���。機身采用Q235鋼板CO2氣體保護焊焊接���。機身的工作臺開有“T”型槽,便于模具安裝和固定�����。
2、工作臺板���,滑塊采用鋼板焊接結構��,底平面開有“T”型槽���,通過四根導向柱導向。導向柱的外表面鍍鉻�。
3、主噸位由單缸實現(xiàn)�,油缸及活塞桿采用優(yōu)質45#鋼,活塞桿經中頻淬火后表面鍍鉻�����,不易拉傷和生銹���;油缸采用優(yōu)質密封圈密封�,確保密封性能可靠��。
4�、液壓系統(tǒng)的油箱布置于機身內,以減少機器的占地面積�����,外觀簡潔美觀���。
2. 主缸
主缸缸體采用45#鍛鋼����, 活塞桿采用45#優(yōu)質碳素鋼�,表面經中頻淬火后鍍鉻處理,硬度達HRC45以上���,耐磨性能好���,延長了機器的使用壽命。主缸缸體依靠缸口臺肩及大鎖母即固于上橫梁內�����?����;钊露擞寐?lián)結法蘭��、螺栓與滑塊聯(lián)接,活塞頭部之材料為鑄鐵��,作導向用���?�;钊^部按有方向相反的YA型密封圈����,在活塞桿上裝有O型密封圈��,將缸內分成兩個油腔缸上裝有導向套����,導向套的外圓上裝O型密封圈,借助法蘭及螺栓鎖緊�,以保證缸口密封。在缸口法蘭上裝有防塵圈���,以保證活塞桿的防塵����。
3. 限程裝置
限程裝置安裝于機器左側主要用來控制滑塊的行程距離����。它由墊鐵�����、角鐵、感應塊�、行程開關等組成。兩墊鐵分別固定于工作臺和上橫梁上���,以固定角鐵����,在角鐵上設有導向槽�����,通過調整行程開關的距離�,控制滑塊的行程。
4. 液壓系統(tǒng)
液壓系統(tǒng)由能源轉換裝置(泵和油缸)���、及能量輸送裝置(油箱���、管路)等組成�����。借助于電氣系統(tǒng)的控制����,驅動滑塊完成各種動作循環(huán)�����。液壓系統(tǒng)采用單泵供油系統(tǒng)��,采用大流量插裝閥���,在泵的進油口設吸油濾器�����,以防雜質進入液壓系統(tǒng)�,以確保油路的正常運行��。系統(tǒng)中有油溫油位顯示�、空氣濾清器等裝置。油箱為鋼板焊接結構,側面設有清洗窗�����,底部備有放油和排污的螺塞����。
本機器具有調整、半自動工作方式供選擇�����。
調整動作為按壓相應的按鈕得到滑塊的點動動作���。
5. 電器系統(tǒng)
(1). 模壓玻璃鋼保險杠四柱液壓機設有獨立的電氣控制箱,集中控制整個機器的運轉��。
(2). 電源為380V���、50HZ�����,控制電源為220V�。
6、操作系統(tǒng):
(1) 調整(點動):操作相應的功能按鈕完成相應的動作�����,每按一次按鈕完成相應動作的一次點動���,主要用于設備調整及更換模具時�。
(2) 半自動:采用雙手按鈕�����,同時按下2個按鈕�����,完成一次工藝循環(huán)�。
(3) 半自動動作有種:滑塊快下 → 滑塊慢下壓制 → 滑塊加壓延時及泄壓 → 滑塊回程。
本文由液壓機廠家整理�����,轉載請注明來自:www.cv0j.cn



")
")








